
The dairy industry is a significant food industry that produces a wide range of nutritionally dense dairy products for people of all ages. The dairy sector, above all, uses environmentally beneficial and energy-saving technologies. Membrane separation technology is one of those that is both cost-effective and environmentally benign and can be utilized in the dairy industry for a variety of purposes.
However, in the recent years the dairy industry has been transformed by membrane technology. Membranes are used in the dairy industry for a variety of purposes, including extending the shelf life of milk without heat treatment, standardizing major components of milk for tailoring new products, increasing yield and quality of dairy products, and concentrating, fractionating, and purifying milk components, particularly valuable milk proteins in their natural state. Membranes in the cheese industry concentrate the cheese milk, increasing yield and quality while controlling whey content. The fundamental constraint of membranes, fouling or blocking, has been overcome to a greater extent with the development of improved quality membranes as well as newer technology.
Hydranautics – A Nitto Group Company, the global leader in membrane innovations, uses cutting-edge technology to make life better around the world.
There are several process separation applications where Hydranautics’ product offerings have been proven very beneficial such as whey and milk concentration, sugar fractionation, lactose reduction, bacterial reduction, clarification of enzyme streams, recovery of hydrolyzed proteins, etc. Hydranautics is committed to innovation for its customers as dairy consumers become more informed and conscious of their diet and nutritional choices.
Of the several separation technologies available, the membrane separation technology offers various advantages for the dairy food processing industry which include:
- Concentrating Milk at lower temperature thereby preventing any negative impact on the taste and nutritional value.
- Separating the various components of milk and enabling reuse of water from the waste streams. This helps plants to achieve sustainability with respect to their plant operations.
Thus, the use of Membrane Technology has helped to achieve consistency in taste, purity and maintain the nutritional value.
- Reverse Osmosis (RO), Nanofiltration (NF), Ultrafiltration (UF) and Microfiltration (MF) are four commonly used membrane separation process in the dairy food processing.
Reverse Osmosis is mainly used to concentrate all the solutes present in a mixture, while removing water in the process. Before the evaporation stage, reverse osmosis is a very efficient means of extracting water from milk or whey. Reverse osmosis can be used to concentrate skim milk or whole milk to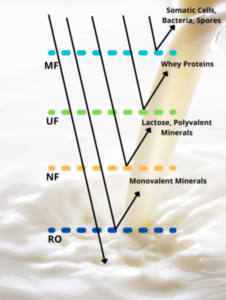 enhance the total solids content. It can also be used to lower the amount of milk or whey, which can save money on shipping.
enhance the total solids content. It can also be used to lower the amount of milk or whey, which can save money on shipping. - Nanofiltration is used for demineralization of milk. Nanofiltration can be applied as an economically attractive supplement to electrodialysis and ion-exchange technologies. Hardness removal is necessary to avoid evaporator scaling and build-up, as well as to facilitate the manufacturing of high-quality lactose and whey products and nanofiltration greatly aids in extending the life of the evaporators.
- Microfiltration is widely used to remove bacteria, somatic cells, fat, and lately micellar casein from skim milk. Microfiltration can help improve the quality of cheese milk. Microfiltration can lower the natural presence of anaerobic spores in milk, such as clostridia, which can survive regular pasteurization and create unwanted gas production in cheese. It can significantly improve the quality of milk and whey powder by reducing bacteria and spores. As a result, heat treatment can be maintained to a bare minimum, which helps to preserve the functional qualities of the whey proteins in the powder, among other things.
Some of the most common challenges faced by the Dairy segment are:
- High Milk Transportation Cost and Increased carbon dioxide emission contributing to high carbon footprint.
- High Energy Cost in Concentrating Milk Solids using Thermal Energy Intensive processes.
- Electrodialysis and Ion-exchange processes are effective, but are limited by high capital cost, high running cost and high level of effluents. Ion exchange is relatively nonselective and removes both monovalent and polyvalent ions, whereas electrodialysis is more dependent on ionic mobility and tends preferentially to remove monovalent ions. Whereas Nanofiltration allows selective passage of water, salts, and very low molecular weight organic molecules at a much lower cost of operation.
- At Hydranautics, we are continuously striving to innovate around sustainable solutions to ensure that the health benefits and the purity of milk stays in its natural form, Hydranautics Membrane solutions provide innovative integrated solution for:
Milk Concentration: This directly reduces the number of transportation tankers which not only improves profitability but also helps you reduce the carbon footprint by lowering the number of vehicles on road. - Sustainable Plant Operation with High Quality Product Output: Hydranautics Membrane Solutions are low Heat Energy process that has the capability of concentrating TS from 12% to 20%. The Recovered Water using membrane solutions can be reused for CIP/Boilers/Cooling Tower, thereby immensely reducing the total freshwater requirement for your plant.
- Consistent Natural Taste of Milk: Our Membrane Solutions help you preserve the natural taste of milk and reduces the need of artificial boosting of SNF(Solid-Not-Fat) by addition of SMP.
- Nanofiltration powered demineralization process provides consistent performance with respect to product passage at a much lower cost when compared to Electrodialysis and Ion exchange and the average membrane life has been over two years. The lower cost of operation when combined with a longer membrane life results in huge amount of cost savings when traditional demineralizing processes are replaced using Hydranautics Membranes.
At Hydranautics’, we focus on technological advances, research and trials that drive and enable product innovation to offer the most effective products for the dairy industry.
Our Integrated Membrane Solutions (IMS) meets the diverse requirements which combines a range of RO, NF, UF and MF membrane technologies to achieve the most comprehensive, effective, low-cost results in the industry.
The key features and benefits of all Hydranautics dairy membranes are:
- All membranes and elements are manufactured using highly controlled, ISO 9001-compliant processes, ensuring the highest quality, most consistent and reliable performance available.
- All elements are automatically rolled on a proprietary, robotized machine. The result is a higher level of filtration and separations performance for our customers.a proprietary, robotized machine. The result is a higher level of filtration and separations performance for our customers.
- Superior glue-line adhesion and strength, resulting in blister-free operation.
- Tighter rolling and caging which provides greater structural reliability.
- Maximum effective membrane area resulting in greater flow rates.
At Hydranautics we believe in providing a complete membrane solution with tangible monetary, operational, and sustainable benefits.
The above tables clearly show the return of investment that a customer partner can expect to get when they decide to switch to our membrane solutions.
Application of membrane separation technology in the dairy processing industry has brought into sea change in availability of a wide variety of dairy ingredients. Dairy applications account for major share in total membrane surface area installed in food processing industries. As more and more de mand for novel dairy ingredients is growing, we are focusing on development of new processing technologies that help production of value-added dairy ingredients. Our Membrane separation technology continues to hold a key role in driving profitability and sustainability in the dairy segment.
More information: www.membranes.com




